钢板焊接冲床电路控制图是怎样的?
钢板焊接冲床电路控制图是怎样的?
在钢板焊接冲床的工作过程中,要求机床滑块升起后,伺服送料机构才能开始进行送料,而在滑块落下前,送料机构必须完成定位过程。所以要求该系统的软件部分必须使机床的滑块与送料机构之间的动作协调一致。该系统利用MPC01卡的状态查询函数来判断冲床滑块的位置,来决定是否发命令给伺服电机进行进给运动。从而达到使滑块和送料机构之间的动作协调一致。

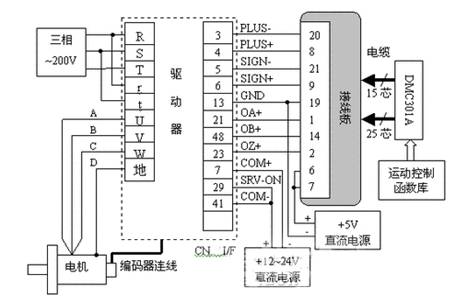
在钢板焊接冲床的单轴送料系统中,要求执行电机的空载响应时间在40—60ms以内。而步进电机的响应时间(一般在200ms左右)不能满足该系统快速响应的要求,故本系统选用松下公司交流伺服电机MSMA750W和DMC301A分别作为执行电机和上位控制器。
下面为该运动控制系统电路接线图: